企业免费推广平台

上海每卓实业有限公司液压夹具|非标数控刀具|数控刀柄|齿轮刀具
150****6412
数控铣削夹具的选用原则-在选用夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。1.在生产量小或研制时,应采用组合夹具,只有在组合夹具无法解决工件装夹时才考虑采用其他夹具。2.小批量或成批生产时可考虑采用夹具,但应尽量简单。3.在生产批量较大时可考虑采用多工位夹具和气动,液压夹具。对夹具的基本要求--实际上加工中心加工时一般不用很复杂的夹具,只要求有简单的定位、夹紧机构就可以了,气设计原理也与通用铣床夹具相同。切削后配管必须清洗干净,切削、毛刺、灰尘和其它杂物累积在管道和内置油路内。上海车床液压卡盘液压夹具定制

夹具要求-1.为保持工件在本工序中所有需要完成的待加工面充分暴露在外,夹具要做到尽可能开敞,因此夹紧机构元件与加工面之间应保持一定的安全距离,同时要求夹紧机构元件能低则低,以防止夹具与加工中心主轴套筒或刀套,刃具在加工过程中发生碰撞。2.为保持零件安装方位与机床坐标系及编程坐标系方向的一致性,夹具应能保证在机床上实现定向安装,还要求协调零件定位面与机床之间保持一定的坐标联系。3.夹具的刚性与稳定性要好。尽量不采用在加工过程中更换夹紧点的设计,当非要在加工过程中更换夹紧点不可时,要特别注意不能因更换夹紧点而破坏夹具或工件定位精度。松江区AKIZ液压夹具每卓,让夹紧作业更精确。
使用液压夹具的几大优势1、保证加工精度采用液压夹具安装定位,可以快速准确地确定工件与机床、刀具之间的相互位置,工件的位置精度由夹具保证,不受工人技术水平的影响,其加工精度高而且稳定。2、提高生产率、降低成本用液压夹具装夹工件,无需找正便能使工件迅速地定位和夹紧,减少了辅助工时(装卸工件的时间);用液压夹具装夹工件提高了工件的刚性,因此可加大切削用量;可以使用多件、多工位夹具装夹工件,并采用高效夹紧机构,这些因素均有利于提高劳动生产率与安全性。另外,采用夹具后,产品质量稳定,废品率下降,排除批次性。可以安排技术等级较低的工人,有效地降低了生产成本。3、扩大机床的工艺范围使用**液压夹具可以改变原机床的用途和扩大机床的使用范围,实现一机多能。例如,在车床或摇臂钻床上安装镗模夹具后,就可以对箱体孔系进行镗削加工;通过**夹具还可将车床改为拉床使用,以充分发挥通用机床的作用,在加工中心有效地行程范围内有效地扩大了加工零件的数量。4、减轻工人的劳动强度用夹具装夹工件方便、安全、快速,当采用气动,液压等夹紧装置时,可减轻工人的劳动强度。
液压夹具设计构思 1、目前多数液压夹具系统的工作压力是7mpa,14mpa和35mpa,(个别德国原装夹具使用50mpa)前两个属于中低压,后边两个属于高压,首先你确定主要使用的液压系统是哪一种。2、确定被加工工件的周期加工数量,确定加工设备是卧式还是立式,以决定是否用平面夹具还是要规划多面体夹具或旋转夹具、决定被加工件装卸和夹持所允许的时间。并要参考准备使用的加工设备的说明书,确定机床工作台面、底座、夹盘或其它面上可用的工作空间,保证此空间能容纳你想放进的被加工件的数量。(这点很重要,因为有的加工中心台面很大,但是主轴的有效行程小,造成工件可以布面台面,但是主轴加工不到边缘工件)3、把将在加工周期中需夹具发生的动作步骤编制成一个纲目,自己先想清楚,这样有助于你下一步设计,如何安排顺序阀或帮助其它电控设计或其它外部控制设备的设计。4、计算加工过程中产生的切削力,并确定其作用在工件上的方向和各方向上的力。5、设计固定支撑位置点,用于承受部分切削力并利用其作为被加工件基准面的定位。6、计算夹持被加工件所需夹紧力。7、确定夹具元件的具体安装位,即在什么地方与工件接触、夹持工件或支撑工件。这里。液压夹具,液胀夹具,齿轮磨齿夹具,车床夹具。

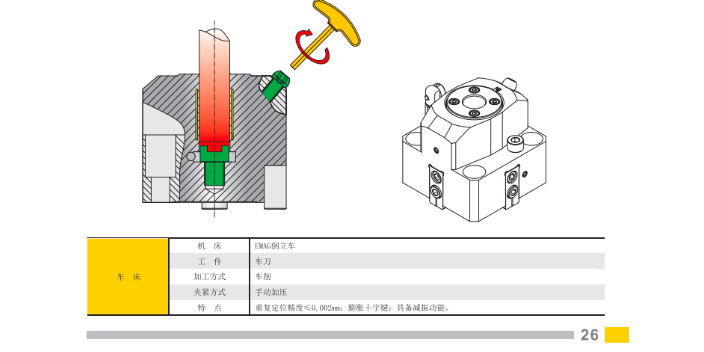
当加工一长型铝合金零件时,通过时旋转油缸可快速让开,通过后可快速复位。液压夹具系统的二项重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处,人手难以碰到)。机床自动加压的液压夹具应按照推荐的机床推力,拉力或油缸油压进行加压。奉贤区螺伞锥齿液压夹具
液压螺母工作原理是利用高压油在轴上产生一个推力和轴套上产生一个张力,使轴和轴套受力均匀的连接在一起。上海车床液压卡盘液压夹具定制
液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。高定位精度夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较好的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。同时可以更加保证工件的完整性。液压夹具非常适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(比如夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。上海车床液压卡盘液压夹具定制
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
上海每卓实业有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

