企业免费推广平台

上海每卓实业有限公司液压夹具|非标数控刀具|数控刀柄|齿轮刀具
150****6412
液压螺母作为一种较新的技术,仍有许多研究和发展的空间。在未来,我们可以期待液压螺母在更多领域的应用。例如,在航空航天领域,液压螺母可以应用于飞机和航天器的结构连接,提高其安全性和可靠性。此外,在能源领域,液压螺母可以应用于核电站和风力发电机等设备的紧固连接,确保设备的稳定运行。总结一下,液压螺母是一种重要的连接元件,具有诸多优势和***的应用领域。它通过调节液压系统的压力来提供可靠的紧固力,确保连接部件的安全和稳定。随着技术的不断进步,液压螺母有望在更多领域中发挥重要作用。我们期待液压螺母在工业领域的进一步发展和应用。液压夹具的设计流程:1、总体方案制定2、定位压紧的设计3、控制阀选择及油路设计4、液压缸类型规格的选择。浦东新区欧美液压夹具
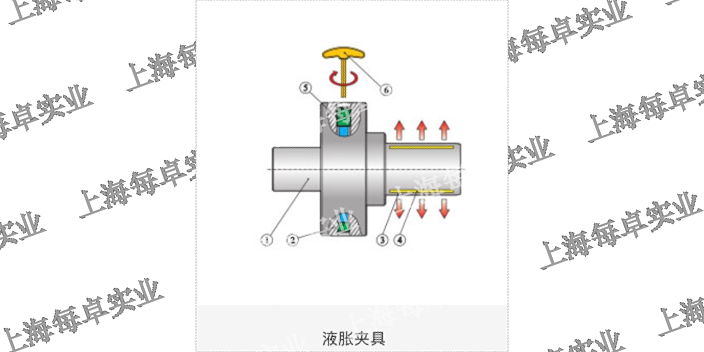
液压卡盘一般有三个组成部分:夹紧元件、中间传动机构和夹紧驱动力装置(1)夹紧元件:夹紧元件用来执行径向夹紧动作,直接与钻杆接触,传递中间机构传来的夹紧力。常用的夹紧元件为卡瓦(图5-1)。卡瓦式夹紧元件是依靠增力机构产生夹紧力,从而传递轴向力和与转矩。这种夹紧形式,当夹紧力不足时,容易打滑。卡瓦的数目一般为3~5个。卡瓦内表面常做成齿状的称为齿瓦。一般卡瓦内镶硬质合金块,与卡瓦体铜焊,镶块磨损后可更换。(2)中间传动机构:中间传动机构的作用是把动力从驱动力装置传给夹紧元件。在传力过程中,往往需要改变作用力的方向和大小,如将轴向运动和力改变成径向运动和夹紧力,传给夹紧元件,并要有增力作用,因此,它也是一个增力机构。为了保证夹紧的可靠性,绝大多数中间传动机构具有自锁性能。用于液压卡盘的中间传动机构有斜面增力夹紧机构、连杆增力夹紧机构和齿条齿轮--螺旋增力夹紧机构等多种。液压动力头岩心钻机的卡盘多用斜面增力夹紧机构。(3)夹紧驱动力装置:液压卡盘的驱动力常用弹簧夹紧,液压缸油压力的推力松开卡盘,即弹簧夹紧液压松开式卡盘。宝山区镶片式滚刀液压夹具创新设计,每卓夹具提升工作效率。
常见的工装夹具有哪些?夹具是加工时用来敏捷紧固工件,使机床、刀具、工件连结准确相对位置的工艺安装,也就是说工装夹具在机械加工中是必不可少的部件。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具是为常见,常简称为夹具。那这些夹具有什么特点呢?1、焊接夹具焊接结构生产中,装配和焊接是两道重要的生产工序,根据工艺通常以两种方式完成这两道工序,一种是先装配后焊接;一种是边装配边焊接。
液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。液压组合夹具可实现多工位的装夹,提高工作生产率。相比机械夹具,液压夹具的前期投入成本较高,需配套动力单元,然而从长远来看,这项投资是有意思的。在今后产品换型只需要作简单的调整布局又可以满足生产需求。液压夹具为各种加工过程提供强大的夹紧与定位力。在自动化加工过程中用来冲孔和夹紧。支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,都能提供夹紧与支撑力来促进世界的进步。可以为夹紧工件提供源源不断的动力。结合工艺和严格质量要求的元件,以及品种为齐全的附件,适合任何一种应用场合。手动加压的液压夹具强烈建议使用扭力扳手并按推荐扭力值进行加压。
在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是比较佳的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是比较适合加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处,人手难以碰到)。液压夹紧可以通过换向阀的操作非常方便的来解决这些问题,这就可以实现多个零件在一个夹具体上同时装夹和加工。液压组合夹具可实现多工位的装夹,提高工作生产率。相比机械夹具,液压夹具的前期投入成本较高,需配套动力单元,然而从长远来看,这项投资是有意思的。在今后产品换型只需要作简单的调整布局又可以满足生产需求。上海每卓,液压夹具的专业供应商。宝山区镶片式滚刀液压夹具
液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形。浦东新区欧美液压夹具
液压夹具设计中影响液压切边机剪切抗力的因素?液压夹具主要是用在零件的加工工艺过程的一类工具。所以设计液压夹具的时候,应考虑夹具的实用性,夹具设计的质量好坏,还关系到工件质量以及工作效率。影响液压切边机剪切抗力的因素分析单位剪切抗力的数值和材料的性质、剪切温度、剪切速度、剪刃形状、剪刃间隙及相对切入深度等因素有关。单位剪切抗力T的确定有实验曲线法和理论计算法两种。①金属性质:金属材料的强度极限与单位剪切抗力成正比关系。剪断时的相对切入深度小,即金属断的越早。因此单位剪切抗力与金属的强度和塑性有关。②剪切温度:钢板剪切时的温度越高,单位剪切抗力越小,剪断时相对切入深度则越大。③变形速度:热剪时,理论上变形速度与剪切速度成正比关系,单位剪切抗力随变形速度增加而增加;冷剪时,剪切速度对单位剪切抗力的影响很小,一般可不加以考虑。④剪刃侧向间隙:剪刃侧向间隙的大小,可以使剪切时的受力状况发生变化。当侧向间隙由零逐渐增大时,钢板的受力状况分别为压缩~剪切~弯曲状态,侧向间隙过小或过大都会使单位剪切抗力增加。因此,合理选择和保持剪刃侧向间隙的大小,可以帮助计算剪切抗力。⑤刀钝半径:刀钝半径的大小。浦东新区欧美液压夹具
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
上海每卓实业有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

